

Vertikale digitale Bohrmaschine
Beschreibung
Die vertikale digitale Honmaschine FT7 dient hauptsächlich zum Nachbohren von Zylindern in Automobil- und Traktormotoren. Mit geeigneten Vorrichtungen kann sie auch zum Bohren von Zylindern in V-Motoren und zum Bearbeiten anderer Bohrungen in mechanischen Bauteilen, wie z. B. Zylinderlaufbuchsen von Einzylindermotoren, eingesetzt werden.
Anleitung zur Struktur
Die Hauptkomponenten dieser Maschine sind folgende:
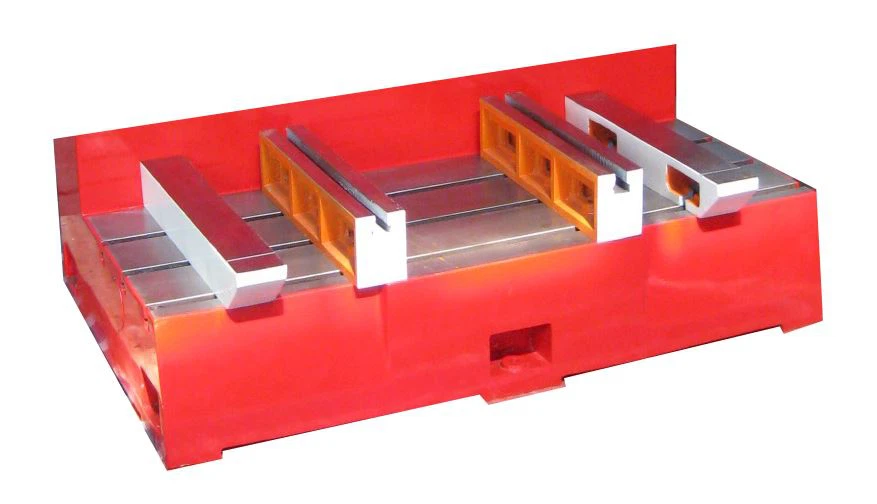
1) Arbeitstisch
2) Bohrkomponente
3) Mechanismus zur Zylinderhaltung
4) Spezielles Mikrometer
5) Pad
6) Pneumatische Steuerung
7) Elektrische Steuerung
1. Der obere und untere Teil der Werkbank dienen, wie im oberen Teil dargestellt, der Luftlagerung des Bohrteils, um eine Luftauflage für Längs- und Querbewegungen zu bilden; der untere Teil dient als Basis, auf der das Werkstück platziert wird.
2. Die Bohrkomponente (Drehzahlverstellbarer Schneidmechanismus): Sie ist ein Kernbereich der Maschine und besteht aus Bohrstange, Hauptachse, Kugelgewindetrieb, Hauptfrequenzmotor, Servomotor, Zentriervorrichtung, Hauptantriebsmechanismus, Vorschubsystem und Luftlager-Haltevorrichtung.
2.1 Die Bohrstange: Sie kann im Bohrelement auf und ab bewegt werden, um die Werkstückzuführung und die manuelle Auf- und Abwärtsbewegung des Werkstücks zu realisieren; an ihrem unteren Ende ist eine austauschbare Hauptachse F80, Hauptachse F52, Hauptachse F38 (Sonderzubehör) oder Hauptachse F120 (Sonderzubehör) angebracht; am unteren Ende der Hauptachse ist ein Satz von vier nummerierten Zahnstangen montiert, deren Position in den quadratischen Löchern der Hauptachsenzahnstange nicht willkürlich, sondern ausgerichtet ist, d. h. die Nummer auf der Zahnstange ist mit der Nummer um das quadratische Loch (auf dem äußeren Kreis) der Hauptachsenzahnstange ausgerichtet, um eine präzise Positionierung zu gewährleisten.
2.2 Das Vorschubsystem besteht aus einer Kugelumlaufspindel, einem Servomotor und einem elektronischen Handrad (siehe Zeichnung 1). Die Auf- und Abwärtsbewegung des Bohrstangens wird durch Drehen des elektronischen Handrads realisiert (jede Umdrehung entspricht 0,5 mm, jede Skala entspricht 0,005 mm, 0,005 × 100 = 0,5 mm). Alternativ kann die Auf- und Abwärtsbewegung des Bohrstangens durch Auswahl des Funktionsknopfes auf Position 2 und manuelles Klicken realisiert werden.
2.3 Der Hauptmotor mit variabler Frequenz treibt über einen Synchronzahnriemen (950-5M-25) die Hauptachse des Bohrgestänges an, um den Bohrvorgang zu realisieren.
2.4 Die Zentriervorrichtung: Oberhalb des Hauptgetriebes ist ein bürstenloser Gleichstrommotor (siehe Zeichnung 1) installiert, der über den Synchronzahnriemen (420-5M-9) die Positionierstange am unteren Ende der Hauptachse antreibt, um eine automatische Positionierung zu realisieren.
2.5 Die Luftlager-Haltevorrichtung: Ein Satz aus Luftlager, Haltezylinder, oberen und unteren Halteplatten ist an der Unterseite des Bohrteils installiert, um die Positionierung zu realisieren; während der Bewegung wird das Bohrteil über der Oberseite des Arbeitstisches luftgebohrt, und nach Abschluss der Positionierung und während des Bohrvorgangs wird das Bohrteil verriegelt und gehalten.

3. Der Haltemechanismus: Zwei Schnellhaltemechanismen mit Exzenterkurve sind jeweils auf der rechten und linken Seite des oberen Arbeitstisches angebracht. Wenn das zu bearbeitende Teil auf der unteren Tischfläche des Arbeitstisches platziert wird, kann es gleichzeitig und gleichmäßig festgehalten werden.
4. Das Spezialmikrometer: Diese Maschine ist mit einem Messwerkzeug speziell zur Messung von Bohrschneidwerkzeugen in den Bereichen f50~f100, f80~f160, f120~f180 (Spezialzubehör) und f35~f85 (Spezialzubehör) ausgestattet.

5. Die Auflagen: Die Maschine ist mit drei Arten von Auflagen ausgestattet, die der Benutzer je nach Höhe oder Form des zu bearbeitenden Teils auswählen kann. Es handelt sich dabei um: Rechte und linke Auflagen (paarweise gleicher Höhe) 610×70×60, Auflagen (paarweise gleicher Höhe) 550×100×70, Doppelauflagen (Sonderzubehör).
6. Zubehör-Haltevorrichtung (siehe Zeichnung 1): An beiden Seiten des Bohrteils sind zwei Zubehör-Haltebolzen angebracht, die das Bohrteil beim Verpacken, Transportieren und in besonderen Situationen fixieren. Bei kritischen Betriebsbedingungen (Halten bei großem Schnittvolumen) oder wenn die Bearbeitung unter unterbrochener Luftzufuhr oder niedrigem Luftdruck erforderlich ist, kann der Luft-Elektro-Wandler im Luftquellenregler (siehe Zeichnung 3) abgeschaltet werden, um dann zu halten, zu verriegeln und zu schneiden.
Standardzubehör:Spindel Φ 50,Spindel Φ 80,Parallelstütze A,Parallelstütze B, Bohrwerkzeuge.
Optionales Zubehör:Spindel Φ 38, Spindel Φ 120, Luftgelagerte V-Zylindervorrichtung, Blockhandhabung.


Hauptspezifikationen
| Modell | FT7 |
| Bohrungsdurchmesser | 39–180 mm |
| Maximale Bohrtiefe | 380 mm |
| Spindeldrehzahl | 50-1000 U/min, stufenlos |
| Vorschubgeschwindigkeit der Spindel | 15–60 mm/min, stufenlos |
| Spindel schnell ansteigend | 100–960 mm/min, stufenlos |
| Hauptmotor | Leistung 1,1 kW |
| 4-stufige Grundfrequenz 50 Hz | |
| Synchrondrehzahl 1500 U/min | |
| Vorschubmotor | 0,4 kW |
| Positioniermotor | 0,15 kW |
| Betriebsdruck | 0,6≤P≤1 MPa |
| Zentrierbereich der Zentrierstange | 39-54 mm |
| 53-82 mm | |
| 81-155 mm | |
| 130-200 mm | |
| Spindel 38 mm | 39-53 mm (optional) |
| Spindel 52 mm | 53-82 mm (Standardzubehör) |
| Spindel 80 mm | 81-155 mm (Standardzubehör) |
| Spindel 120 mm | 121–180 mm (optional) |
| Gesamtabmessungen | 1400 x 930 x 2095 mm |
| Maschinengewicht | 1350 kg |



